




钢筋笼滚笼机品质过关-建贸有限公司的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:钢筋笼滚笼机品质过关-建贸有限公司的图文介绍

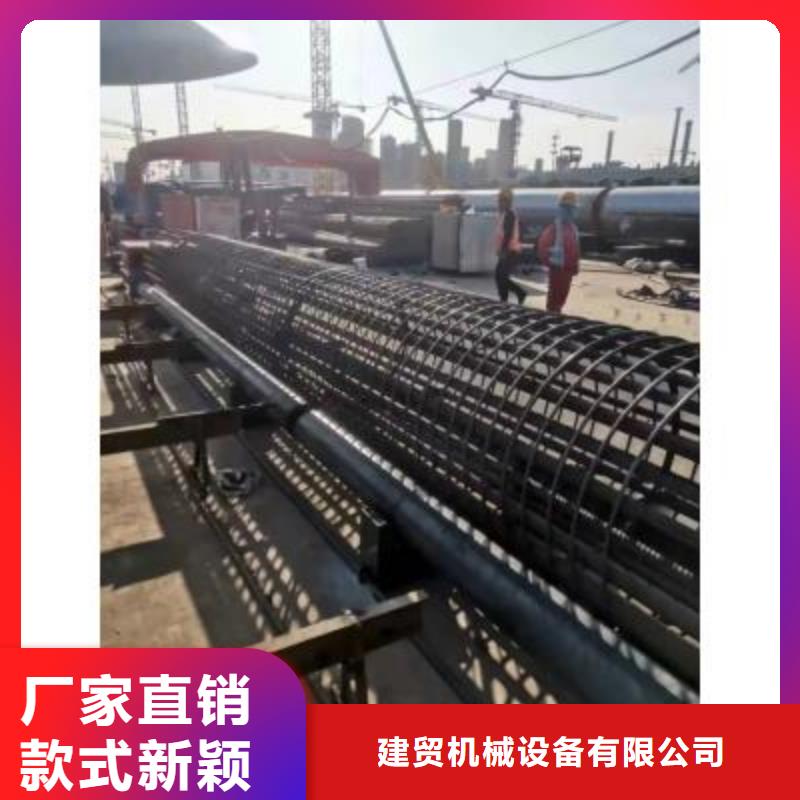
操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,华尔网钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。


华尔网钢筋笼绕筋机工艺流程1主筋上料→盘筋上料→主筋穿丝并加紧→盘筋穿丝并缠绕固定→焊接成型→钢筋笼与盘分离→卸笼,降下液压支撑→盘复位、下一个循环→加内箍筋建贸华尔网钢筋笼绕筋机目前使用钢筋滚笼机的步骤及原理步:钢筋进场后,按照规划将原材料分类存放,并填写相应的材料标识牌,材料标识牌包含钢筋厂家信息、生产批次、进场日期、自检及报检情况等。第二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。第六步:将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。



建贸机械设备有限公司始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,我们将以优良的 河南鹤壁钢筋弯曲中心产品和好的服务与各界朋友真诚合作,共图发展,并且以优越的条件与贡献社会的理念,竭诚欢迎广大新老客户来我公司视察,探讨合作,我们将竭尽全力为您提供服务,携手共进,共创辉煌!


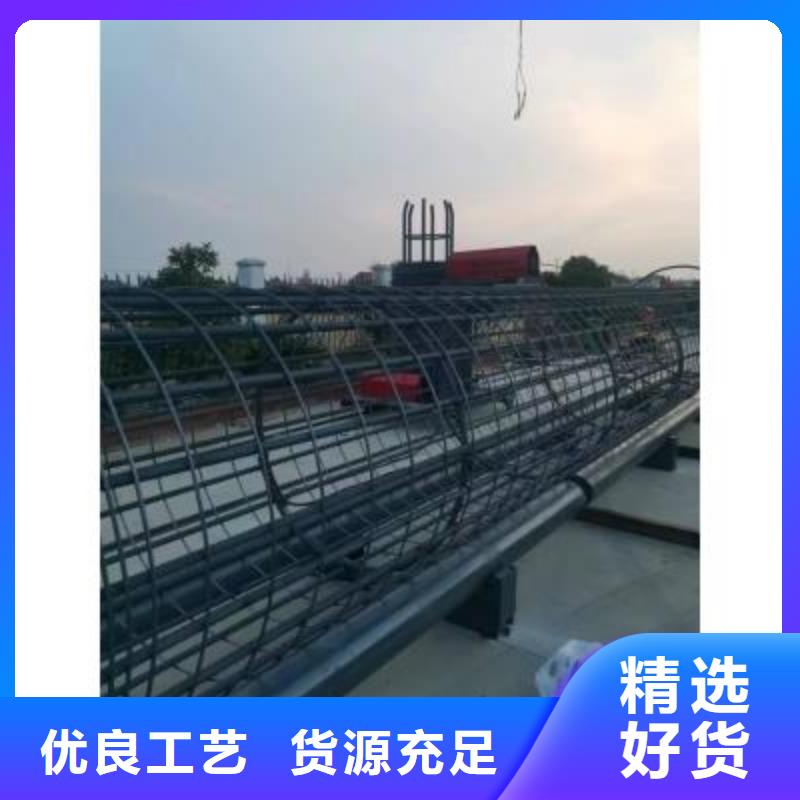
钢筋笼滚焊机加工钢筋笼的精度保障:由于钢筋笼对于箍筋之间的间距精度要求非常高 , 所以一般的传统制作钢筋笼方式很难满足现代化施工要求。而河南建贸生产的数控钢筋笼滚焊机,是在工业PLC上设定间距参数,由PLC控制行走于旋转变频电机的转速。从而有效保证其加工出来的产品质量。
4、 由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
5、 机械化加工钢筋笼,在质量控制方面得到了保障。
钢筋笼绕筋机在使用之前是会进行一个的检查的,看看线路是否处于链接的状态、螺母在使用的时候有没有出现问题等一些基本的情况,因为有很多问题的出现都是因为我们在平时的时候对于一些点没有观察到;还有就是每隔2个月,我们就要记得检查一下各个部分的润滑情况,看看这些有没有出现问题,还有就是有一些地方是每天都需要进行润滑的,这一点希望大家能够记住;要记得对机器的灰尘进行一个处理,以保证电气柜里面的干净,这样就不会出现因为灰尘而引发的线路发生短路的情况了。



